A、B组分配制前必须搅拌至底部无沉积且上下均匀。
将均匀的A、B组分按说明书要求的比例配制少量试涂,用专用稀释剂调整粘度使涂敷工艺条件达最佳,保证单膜厚度和质量。
根据涂敷面积和单涂膜厚度计算A、B组分用量、并控制配料量在6小时内用完,防止配量太多,施涂超时而使涂料过度熟化增稠影响涂膜质量。
涂料专用稀释剂应控制其用量不超总重量15%(喷涂)或8%(刷涂),按计算好的比例加入A组分中搅拌均匀,而后加入B组分搅拌10-15分钟,使A、B组分熟化,最后静置15-20分钟,消除搅拌引入的空气泡。搅拌与静置时间的长短取决于配料量。
混合好的涂料用100目滤网过滤后方可喷涂。喷涂过程中一旦涂料反应过度而发生增稠,要立即停止喷涂。如该涂料已报废应重新配料。涂料反应过度时间与环境温度有关,温度高所需时间短,料要少配,反之温度低所需时间长,配料量适当增加。
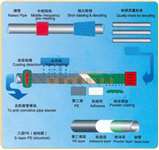
由于生产过程中热量不断损失,PE层喷涂到被加热的钢管上,表面已经达不到完全塑化,所以需要增加一套红外(或火焰)加热装置来补充热量,使PE表层得到充分的塑化并使涂层平整并具有一定的光泽度。
采用3种涂料同时喷涂的方法,就省去了挤出机和下置辊压轮,使螺旋焊缝钢管外表面涂层保持均匀,解决了螺旋钢管焊缝上涂层的厚度减薄的问题。而且应用该方法对管与管之间的定心和端面错位及相对同步的要求也不高。同时也降低了对设备运转精度的要求。
3PE防腐钢管喷涂法与传统的侧向挤出缠绕法相比,不光解决了传统方法中螺旋焊接钢管焊缝处防腐层减薄的问题,提升了产品质量,而且将作业线设备减化,降低了运转精度。尤其省去了两台挤出机,即节省了空间又降低了生产线的耗电量。随着近几年国家对非居民用电价格的提高,3PE防腐钢管喷涂法在耗电量上的优势将更加明显。总之,3PE防腐钢管喷涂法与传统的侧向挤出缠绕法相比,不光质量更容易控制,其生产成本也大大降低。在3PE防腐钢管被广泛应用于我国油气管道建设中的今天,3PE防腐钢管喷涂法势必会以其优势在市场中得到规模运用。
北国风光
千里冰封
万里雪飘
望长城内外
防腐钢管
广汇最好
质量优良
价格公道
技术最好
态度周到
数一流防腐
还看广汇